The event of engine downsizing has caused many changes in almost every engine component. Piston rings are no exception. They have been reduced in diameter as cylinder bores have become smaller, with corresponding width and wall reductions. Compression rings 1.5 mm wide (.0575") are becoming more common then rings which are 2.0 mm (.0775") or wider.
This reduction in the cross sectional size of the ring has caused the ring to become somewhat more fragile with respect to handling than rings of larger cross sectional size. For this reason it is necessary to use care whenever these rings are being handled, but most importantly when the ring is being installed on the piston.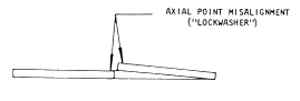
 Care should be taken to follow the instructions below:
Care should be taken to follow the instructions below:
1. Use proper piston ring installation tools.
2. Keep the ring absolutely flat when opening to install on the piston.
3. Place the ring squarely in the groove and carefully release the tension of the ring installer.
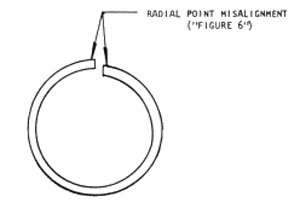
If these procedures are not followed, damage will occur to the axial and/or radial shape of the ring, as illustrated in Figure 1 and Figure 2.
If the rings are installed after this type of damage has been inflicted, engine performance will be affected. Blow-by will increase and oil control will suffer.
Compression rings must never be spiraled on the piston. Remember that these procedures are always important in all piston ring installations, and the more fragile the ring, the more care must be exercised.
Tech Tip courtesy of Hastings Manufacturing, LLC.
For information on products offered by Hastings Manufacturing, contact Hastings Manufacturing Company, LLC, 325 North Hanover St., Hastings, MI 49058-1598, (269) 945-2491, (800) 776-1088, [email protected], www.hastingsracing.com.