By Doug Kaufman
Editor
ENGINE BUILDER Magazine
When you’re building a performance engine, there are many, many variables you must take into consideration when determining which processes and components are appropriate. Which piston, which type of oil system, which power adders are needed – all of these questions must be answered before you get the results you want.
One question you shouldn’t have to answer, however, is “How much performance can I add by porting my cylinder heads before installation,” say cylinder head experts. Because increasingly, the time and effort you will spend on hand porting cylinder heads will likely be wasted next to today’s wide variety of out-of-the-box cylinder heads and the technological advances they contain from the manufacturer.
 |
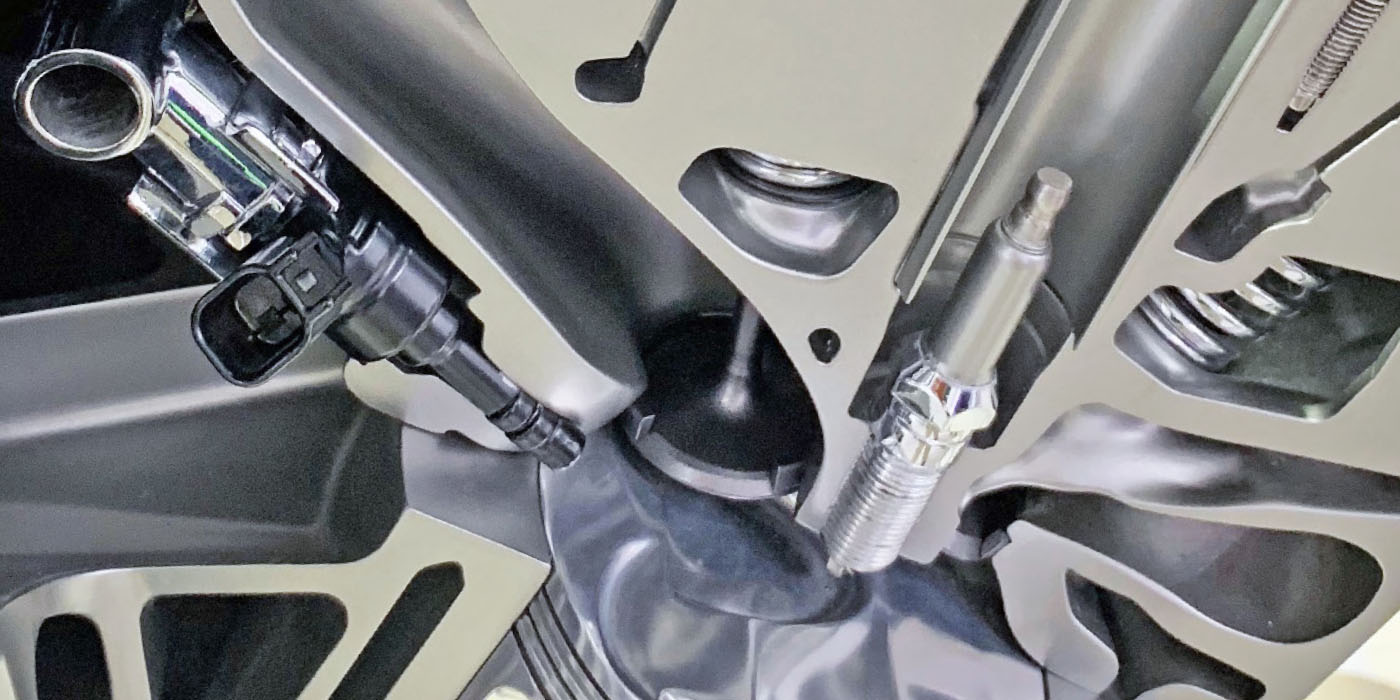
| World Product’s lead design engineer is shown working on the design of a cylinder head. According to the company, World employs contemporary 3D modeling technology to not only design the part, but also the tooling to make it. Needless to say, parts designed in this manner will have optimum flow paths and consistent wall thicknesses. They’re better from an “as cast” standpoint, and lend themselves well to modification. |
Please, don’t take this as a suggestion that hand porting of cylinder heads is an obsolete practice. In fact, despite (and actually, in many cases, thanks to) the availability of computer numeric controlled (CNC) machining centers, cylinder head porting is still a respected method of improving the airflow characteristics in an engine. But for the average engine builder, much of the hard work has already been done for you – which can translate into greater profit margins and less chance for problems.
Aftermarket cylinder heads are available in more sizes and styles than ever before, from the basic stock-replacement heads for V6 Ford pickups to the hottest performance applications. From the traditional small and big block Chevy and Ford applications to GM LS and Mopar Hemis to compact performance and import cylinder heads, the market is offering something for just about everyone.
“There are more options for cylinder heads these days than stars in the sky,” says cylinder head porting expert Darin Morgan. “There are literally thousands of different port sizes, chamber sizes and shapes along with valve train options.”
But these options certainly don’t make your job easier. “Any engine builder must do a lot of research and testing to find the optimum head for his particular engine combination,” Morgan says.
To maximize the engine’s performance, the cylinder head must be matched to the application, and the components – including camshaft, valves, drivetrain and fuel system. The proper amount of air velocity through the ports is crucial as well. Because street engines are usually heavier, are more likely to have automatic transmissions and need more of their power in the lower rpm ranges than their high-performance and racing brethren, their breathing requirements are different. And contrary to what you may believe, simply hogging out a bigger port isn’t necessarily the answer.
Design and Manufacturing
The cylinder head manufacturing technology available today has opened up the debate between as-cast and CNC-machined aftermarket cylinder heads, and may be causing confusion to this audience as well. In the past, you might have thought a bare casting meant one that still needed to have additional porting work done to it. But, as Scott Stolberg of EngineQuest points, out, that’s no longer necessarily the case.
“We only sell bare heads, because our primary customer is the professional machine shop or professional engine parts distributor and we don’t want to step on their toes. We will sell bare heads to racers, but they’ll still need to buy the parts and have them assembled by a machine shop,” he says.
“Our cast heads are designed to do real well on air flow, right out of the box,” Stolberg says. “Part of this is due to the design work we put into the shape of our ports before they’re cast, but part of it comes from the quality of the casting as well. The guys at the foundry say it isn’t as much a case that their metal is so special, but instead with the sand they use. The sand in Australia and New Zealand, where our heads are cast, is so much finer than here, that the runner surfaces are so smooth it’s almost like a ported finish in an as-cast head.”
With the advancements in production and machining, explains Racing Head Service’s Kevin Feeney, the choices for performance heads have improved dramatically. “There are a variety of options available from the various cylinder head manufacturers, from bare to assembled from as-cast to fully CNC-ported and those that accept the stock valvetrain and pistons to those that require specialty components. We pride ourselves on offering as-cast options utilizing our clean cast process that doesn’t require extra porting. We feel this series of heads will work for the majority of the applications.”
Darin Morgan, who does R& D and product development for Profiler Performance Products, agrees. “Modern heads that are as cast are 90 percent ready to run 90 percent of the time. That is, if you pick the correct one to start with. You must pick the correct heads for your engine combination.”
Morgan explains that while small improvements may be seen with additional porting, “For the most part, what you have is what you get, and spending excessive amounts of money on porting is just a waste. If you need a bigger port or a different chamber, buy a new set of heads because the cost of porting time is often more expensive than the new heads.”
What is it that makes the new heads so good? Opinions vary on the preferred method, but all agree the key to success starts with a successful cylinder head design. Some companies, including EngineQuest and World Products use the power of computers up front.
In the photo on the opening page of this article, for example, World Product’s lead design engineer is shown working on the design of a cylinder head. According to the company, World employs contemporary 3D modeling technology to not only design the part, but also the tooling to make it. Needless to say, parts designed in this manner will have optimum flow paths and consistent wall thicknesses. They’re better from an “as cast” standpoint, and lend themselves well to modification.
EngineQuest’s Stolberg concurs with the value of the computer in developing airflow patterns. “You can do more with airflow when it’s still on the drawing board than you’ll ever do after the fact,” he says. “Computer simulation allows us to get our design right the first time. And we’ve been very pleased that the numbers we expected from our computer simulations are remarkably similar to what we’re seeing after the heads are cast.”
However, not everyone puts their trust in computers. Dart and Air Flow Research, for example, prefer to use hand-ported designs that are then either cast in their final configuration or machined using CNC equipment.
Jack McGinnis, from Dart Cylinder Heads, says it comes down to people. “Our R&D guys develop a model based on a casting. They’ll hand port and build a chamber, then flow test it, wet flow it and work on it until it flows the way they want it to. Then, they’ll build foundry tooling based on that design. Basically, you’re getting in an as-cast head the same results you would ultimately hope to get in a ported head but without the expense.”
Tony Mamo, with Air Flow Research, says he takes a similar approach to design. “The final AFR cylinder head design is based on months of development. CNC calculations and profiles are done as a prototype by me by hand. I spend a great deal of painstaking time, trial and error. I’m good at what I do and I can get pretty close in a hurry…but then I’ll beat the head up for a long time to get even more out of it. “
Mamo says the process includes trying different valve jobs, trying different short turn shapes, roof profiles, everything else associated with making a port a port. “It’s lots of trial and error, and it takes a lot of time and dedication,” he says.
“It’s my opinion that – at least at this point in time – computers aren’t sophisticated enough to figure out all the vortices and variables that are going on with the air inside a port. If you’re wanting to compete and come out top dog, you’ll need to do your homework – and to me that means doing it the old school way,” Mamo says.
“I’ll do the first one by hand – and I’ll spend months working on one port to optimize that at its given volume. Technically, we could just make the port bigger to get it to flow more air, but a bigger port isn’t always the answer. You have to size a port properly for its application for the motor displacement. So optimization is discussing some given size that will be best for a certain application,” he explains.
“We start with a cast product that’s very closely shaped to the final product but then goes through with a CNC machine and made perfect, based on our proven prototype. With any as-cast part, you’ll always find things moving around. Cast parts are kind of a moving target. So the CNC machine cuts the port perfectly, not leaving voids so it blends perfectly into the valve job and combustion chambers,” says Mamo.
“This is certainly an industry in flux,” explains Alan Levine, vice president of Open Mind Technologies. “Cylinder heads are designed by different techniques including computer modeling and artful modifications to existing components to meet different performance criteria. As seasoned experts who can ‘feel’ the changes based on test charts and personal experience compete directly against companies that try to determine port geometry by analyzing fluid dynamics and combustion simulation.”
Levine, whose company offers the hyperMILL software package for five axis CNC machines, acknowledges “The computer models can often analyze numerous conditions given a set of constraints and performance goals, but the computer simulations are also limited by the imprecise models that attempt to describe the fluid flow and physics that occurs within the heads.”
Out Of The Box, Not Out Of The Race
There are many examples of cases where out of the box heads are perfectly appropriate – and in fact where anything but would be illegal.
“There are various sanctioning bodies and racing divisions that allow for work to be done to the cylinder heads, and indeed, we’ve had customers buy our heads to do that,” says Stolberg, “but we really try to sell the heads to be used as cast.”
That’s why, he says, the relationship his company has forged with International Motor Contest Association has been so positive. “In the IMCA Northern and Southern Sportmod series, competitors are required to use a stock replacement cylinder head. If they’re using a GM head, they’re sunk – because good original heads just can’t be found.”
Stolberg explains that to find one usable GM smallblock head from original cores he would likely need to go through 100. “They’ve gotten so old that – while they’re still around, to find one that doesn’t need eight seats and pinning and decking and everything else is almost impossible. GM hasn’t made that style head since 1986. What’s left is just plain used up.”
Stolberg says “We created an exact duplicate of the Chevrolet head, including port size, intake and exhaust size, combustion chamber size and shape – and it’s very competitive. Which is good, because the racers aren’t allowed to do anything to the heads.”
Feeney from RHS says that as-cast head are appropriate for a wide range of racing applications, and certainly do not limit a racer’s chance to win. “In most forms of sportsman drag racing or entry level to grassroots circle track racing, an as-cast head is appropriate. Typically these applications have other limitations, such as tire, gear or displacement rules that limit the required horsepower needed. In these applications, there are enough options of off-the-shelf as-cast parts to provide the necessary airflow requirements.”
And often, it is the racing applications that drive further product development, says Dart’s McGinnis. “Drag racing continues to serve as a rolling test bed for us, and we’re involved with our customers in circle track racing and off-road racing as well. We have a core group of engine builders at a fairly high level of expertise who provide us feedback on a regular basis. When somebody with those credentials comes in and makes suggestions for possible modifications, we’ll evaluate their ideas and if they work we’ll implement them across the board.”
“We’ve been working on providing ‘as cast’ heads that flow as well if not better than their ported counterparts,” says Gunnar Bowlin of Patriot Performance. “This will allow customers to get the heads to meet their needs but save several hundred dollars at the same time. A prime example of this is our newest 23 degree small block Chevy 225 cc runner. After a year and a half in development, we have created a runner that outflows most CNC ported 220-225cc runners on the market – including our own!”
Should You Port?
As Dart’s McGinnis points out (and readers of this magazine can verify), there are engine builders and cylinder head specialists who are magicians when it comes to wringing the last bit of horsepower out of a cylinder head.
But the online performance forums are also filled with enthusiasts discussing the merits of working over their aftermarket heads “just a little” to get that extra bit of horsepower. And often, if you read to the end of the forum thread, you’ll discover that a well-intentioned effort went too far.”
“Unless you have a lot of experience with porting and really know what’s going on, it’s easy to screw things up – and very difficult to improve it,” says McGinnis.
“The best heads and ports have already been designed by professionals in the field of cylinder head and induction system design,” says Morgan. “There is very little the average builder can do. Blending the port a little, being very careful not to alter the seat throat intersect and port matching the entrance is about it. These ports are very efficient and they get more and more efficient year after year. The slightest error in valve job work, angles or chamber shape throw them off and power suffers. It’s not uncommon at all to see power drop 20 hp or more with a botched valve job with these highly efficient ports.”
Bowlin at Patriot says that while porting may be an option it shouldn’t be tackled recklessly. “All the development work to the runners has been done in-house, and is specially designed to work with our (and other manufacturers’) valve jobs. It is possible that some gains may be found by additional porting, but we only suggest this is done by an experienced individual who has the proper equipment to verify that the changes they are making are not harming the flow of the heads.”
McGinnis echoes the recommendation to proceed with caution. “A lot of people will want to do a light cleanup of the new head and take off any seams or smooth some surfaces. This isn’t really a porting job, and cleaning up is certainly within the scope of most engine builders. But with all that has gone into the design work of the new heads, going too far is likely to make things worse, not better.”
Scott Stolberg says he’s seen experts port his heads and do a great job. “I’ve seen porting done at shops where they’ve done sonic testing to determine where they can and can’t cut. However, more often than not, a guy starts cutting away metal and the next thing he knows, he’s in the water passage and ruins his head. He can’t really get the optimal finish because he’s not really prepared to do the analysis needed.”
Attacking the head with a die grinder – other than relieving some frustrations and causing others – isn’t going to do much. “On a regular cast iron or aluminum head you might be able to clean up the surface finish a bit,” says Stolberg, “but you’re not going to change the dynamic of the air flow that way.”
Kevin Feeney from Racing Head Service agrees that some additional work is unlikely to be harmful but probably won’t change much. “Typically, you can be successful in doing the basic port match to the intake manifold, blending the bowl area or the transition from the valve job to the runner – but you must be very careful not to alter the cast shape or throat size relative to the existing valve size and design. Caution must also be careful not to damage the valve job.”
Feeney echoes comments made earlier: “If additional runner volume is required or a significant increase in size is required to meet the demands of the application, we highly recommend purchasing a set of CNC-ported heads or going to a qualified head porter to perform this service. It doesn’t take much modification in the wrong area or the wrong direction to destroy a set of cylinder heads from a performance standpoint or the life of the casting.”
Any Port In A Storm
Of course, some critics might argue that the porting process doesn’t have to be out of the reach of most engine builders thanks to the very technology used by many cylinder head manufacturers to create the products in the first place. “CNC machines have become so much easier to use and – more importantly – program,” says Ed Kiebler of Rottler Manufacturing. Rottler, Millport, RMC and others equipment manufacturers now offer user-friendly CNC equipment that have make the task of operating the machines and achieving the desired results easier.
In an article in the March 2008 issue of Engine Builder (“CNC Machining – Making Dollars and Sense,” page 30), CNC machining suppliers explained their technology and the value it offers to engine builders. Some key points from that topic bear repeating today: consistency and repeatability.
“The inconsistent cooling rates between each port in a head will lead to different geometry and therefore different performance,” says Alan Levine of Open Mind Technologies. “With proper fixturing on a machine tool each port within a head and subsequent components will be essentially identical.”
Levine says CNC equipment doesn’t have to be out of reach of the typical engine builder. “CNC machining is appropriate for all end-users. Given the right machine tool, CAM software, cutters, and part fixtures, both big and small shops can achieve similar performance. Often, the small shop may have less rigorous processes and leave room for more creativity.”
Levine points out the the business maxim that is most innovative occurs in smaller organizations, and the selection of the correct systems will unburden the user. “The shop should understand how to use the tools that they select, but they need not be specialists at machine tool kinematics, toolpath collision detection and more. The shop will be surprised how much they actually learn over time by being involved in the process. We have some customers in this industry that are large racing teams or component suppliers, and also some end-users with one or a few employees.”
Rottler’s Kiebler agrees that size doesn’t really matter. “In the past, the difficulty of operating and programming really kept this machine in the higher volume shops that could afford to have a full time programmer and CNC operator. The Rottler/Direct Motion 5 axis CNC porting machine will allow literally any shop to port cylinder heads from an operating and programming standpoint. Now you leave it up to the shop owner to cost justify such an operation.”
Developing and implementing porting profiles may be done with CNC machines or you can take advantage of training classes by Darin Morgan, Joe Mondello or other professional cylinder head porters to help learn the skills needed to improve airflow.
But remember: there’s likely only so much you’ll be able to do. The majority of today’s aftermarket cylinder heads are designed to work with standard OEM port geometry. In other words, intakes and exhausts must match up with their corresponding partners.
“Take a 195 small block Chevy that will bolt on to any type of production motor. Obviously, it has to start in a location off the floor and bolt up to a manifold. The intake port is in a fixed size and location. You can’t raise the inlet port up two inches and say it’s a bolt-on head – it won’t be. You’ll need a special manifold and everything else.
“So, if we’re talking a bolt-on head, with these fixed parameters, a lot of things are going to be set for you. At 195 cc, there’s only one optimal flow number, mathematically, that the head can possibly flow. Whether we’ll ever get to that optimal number I can’t tell you, but we’ve gotten very good at getting more air flow through ports of conventional size.”
Darin Morgan says the “want to” and the “need to” of porting are two different things, and will actually vary depending on every situation.
“Cost and intended use is what it all boils down to,” he says. “If you want to put a good set of heads on your street rod then take them out of the box, check your critical measurements and install them. If you are racing at a level where extra power is a necessity then by all means, you must invest in some quality porting.”
Morgan suggests asking three simple questions that can make all the difference in your decision.
1) Can I afford it?
2) Do I really need that extra 20-30 hp power?
3) Will another set of heads that are better suited to my engine combination be a more cost-effective approach than investing in port work?
Are today’s heads good enough without porting? “My answer to this is another question,” says Rottler’s Kiebler.
“What is good enough? I don’t know many racers who aren’t looking for the edge. If I’m getting beat regularly, ‘good enough’ isn’t going to cut it for me.
“Can you run an as-cast head? Absolutely. Can you get more horsepower by porting that head? Absolutely. I have also seen OEMs looking at porting of cylinder heads to improve gas mileage. So the question remains, ‘what is good enough?’”
Whatever your decision, remember that porting is a challenge.
“It’s both an art and a science,” says AFR’s Mamo. “On the design end I can get 90 percent of where I need to be in two days. But it will take the next 58 days to get the last 10 percent, and that commitment is what we feel sets us apart.”
Says Mamo, cylinder head airflow can often be improved by proper porting. “But I emphasize the RIGHT porting. Whether it’s done by hand or CNC machine, it’s only as good as the person doing the job."