The relationship between head gaskets and head bolts is an intimate one. The clamping load applied by the head bolts is what allows the head gasket to maintain its seal.
For this marriage to last, there has to be constant tension – not too much, otherwise the bolts may stretch or break, and not too little, otherwise the gasket may lose its seal.
What’s more, the clamping load needs to be as consistent as possible from one bolt to the next and evenly distributed around each cylinder. Violate any of these rules, and the marriage will fail.
Head gasket failures in stock engines can be caused by any number of things.

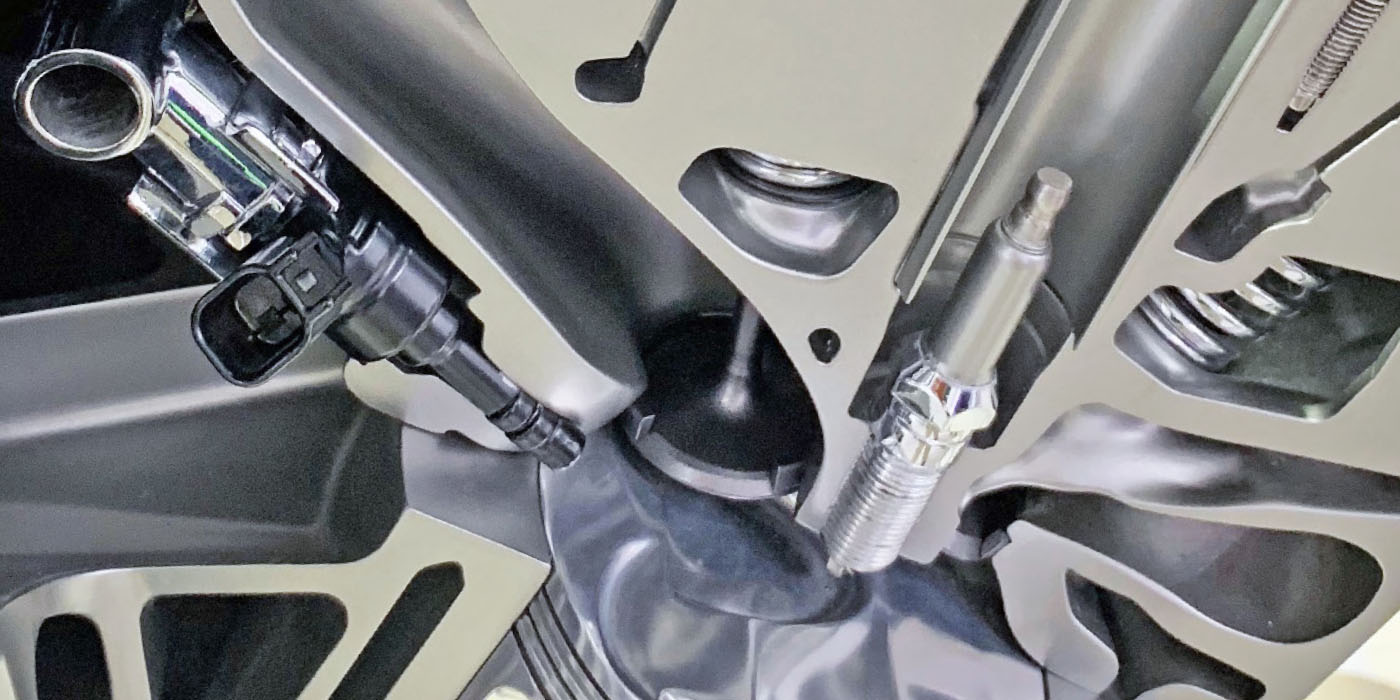
Photo courtesy of Fel-Pro.
These include engine overheating that causes the head to pull away from the block and/or warps the head, hot spots near exhaust valves that can crush or burn the armor around the combustion chamber, detonation that can crack the armor around the combustion chamber, excessive movement between the head and block in bimetal engines that can cause a composition gasket to pull apart, and coolant corrosion that eats away at the mating surfaces in the block and head.
A head gasket that failed because of overheating or a hot spot will often be crushed and measurably thinner in the damaged area if you check the thickness of the gasket with a micrometer.
By comparison, a gasket that has failed due to detonation will usually have cracked armor around the combustion chamber, which leads to burn-through.
Installation errors can also lead to sealing problems or gasket failures down the road if a gasket is not installed properly (mounting the gasket upside down or using sealer on a coated gasket that does not require any sealer), or if the surfaces on the head and block deck are not clean, flat and finished to the proper smoothness.
Head gaskets can also leak or fail if the head bolts are not tightened in the proper sequence (usually inside to outside), or to the recommended torque value and/or angle.
On late model engines, reusing torque-to-yield (TTY) head bolts that have already been stretched once is asking for trouble. Using them again increases the risk that the bolt will fail when it’s stretched beyond its original design limits.
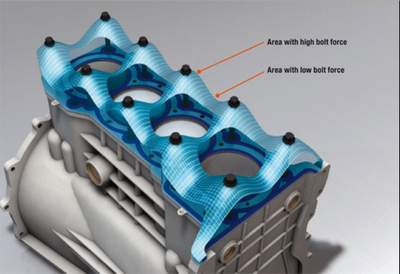
surface pressure, which is essential for achieving a perfect seal.
Photo courtesy of Mahle Aftermarket
TTY head bolts are typically longer and narrower than standard head bolts. Factory service manuals will say which applications use TTY bolts, and you can often tell from the head bolt tightening procedure if the bolts are TTY or standard.
TTY bolts typically have an angle tightening specification rather than a specific torque value (which requires using an angle gauge to final tighten the bolts after a certain torque value has been reached).
Something’s Gotta Give
Although we think of head bolts as being fairly rigid fasteners, they have a certain amount of “give” designed into them. By stretching slightly, head bolts apply a constant load that clamps the head gasket in place.
The load should offset the thermal expansion that occurs as the head and block heat up and cool down as well as any compression set that occurs over time in a composition style head gasket.
How much a bolt can safely stretch depends on the type of bolt (conventional or TTY), the length of the bolt and the diameter of the shank. Some bolts may be designed to stretch only a few thousandths of an inch while others may stretch as much as .040 inches.
If a bolt is tightened too far and reaches its yield point, it cannot stretch any further without being permanently deformed.
What’s more, once the bolt exceeds its yield point and starts to deform, it won’t apply any more clamp load. It will just continue to stretch until eventually it breaks if it’s stretched too far. That’s why TTY head bolts should only be used once. TTY bolts are intentionally designed to reach their yield point at a lower clamp load than a conventional bolt so they will stretch and limit the clamping force on the head gasket.
This produces more even loading across the face of the gasket and also reduces distortion in the cylinder bores.
If a conventional head bolt is stretched less than its yield point, it will act like a rubber band and maintain its clamp load on the gasket. It will also return to its original length when the load is relieved and the bolt is loosened or removed. Measuring bolt lengths is one way to identify bolts that have been permanently stretched and should be discarded.
MLS head gaskets work well with TTY head bolts as well as conventional head bolts because there is no layer of soft material that can take a compression set over time.
The layers of embossed spring steel maintain tension between the head and block, which reduces the amount of clamp load the head bolts have to provide to maintain a long-lasting seal. Consequently, late-model engines with TTY head bolts typically require less torque on the head bolts than older engines with conventional head bolts and composition or graphite head gaskets.
 Perfect Match
Perfect Match
MLS head gaskets are usually made of three, four or five layers of embossed stainless steel, although some OEM gaskets use more layers. An outer coating of nitrile rubber or Viton on the gasket improves cold sealing. The outer coating is typically thicker on aftermarket MLS gaskets so they can more easily accommodate a slightly rougher surface finish.
Many aftermarket MLS head gaskets can handle up to 60 to 70 roughness average (Ra) microinches. Even so, the recommended finish for some aftermarket MLS gaskets may be 30 Ra or less depending on the application and the thickness of the rubber coating on the gasket. Most OE MLS gaskets have a relatively thin outer coating and require mirror-like finishes on the block and head deck surfaces that are usually 20 Ra or less.
Composition gaskets and graphite gaskets require different surface finishes. For bimetal engines with iron blocks and aluminum heads, these types of gaskets usually seal best with a surface finish in the 20 to 50 Ra range. For stock and lightly modified engines with iron blocks and heads, a surface finish of 60 to 120 Ra has traditionally be acceptable, but a 60 to 80 Ra range is probably optimal for many applications.
Accurately measuring surface finish requires more than guesswork. It requires the right kind of resurfacing equipment, the proper feed and speed rates for milling, sharp tooling and the right type of tooling inserts (PCD works best for aluminum while CBN is best for iron).
It also requires a profilometer to check your work. A profilometer drags a diamond-tipped stylus across the surface to measure the microscopic peaks and valleys in the metal.

Roughness average is only one of several parameters that can be measured. A more accurate measurement is “Rz,” which is the average difference between the peak height (Rpk) and valley depth (Rvk). Ra can have a wide variance across a given surface profile, so Rz gives a more accurate indication of the actual texture across the surface.
If you are using a profilometer to check surface finishes, use the Rz readings rather than the Ra to see what’s really going on. A 20 Ra surface finish for an OE MLS head gasket would be about 120 Rz. For an aftermarket performance MLS gasket, look for Rz readings in the 180 to 300 Rz range.
For composition gaskets, don’t go smoother than 240 Rz (40 Ra) or rougher than 600 Rz (100 Ra). A surface that is too rough can leave gaps between the gasket and metal while a surface that is too smooth for a composition gasket can increase the tendency for the gasket to flow and blow out.
Flatness is also essential for a good seal. Use a straight edge and feeler gauges to check all critical areas — especially those between the cylinders. Flatness specifications vary depending on the application, but on most pushrod engines with cast iron heads, up to .003 in. (0.076 mm) out-of-flat lengthwise in V6 heads, .004 in. (0.102 mm) in four cylinder or V8 heads, and .006 in. (0.152 mm) in straight six cylinder heads is considered acceptable.
The quality of aftermarket performance head bolts and studs is far superior to that of most stock head bolts. Higher grade materials are used and manufacturing techniques assure the highest quality threads. Most performance bolts and studs have a tensile strength of 175,000 to 220,000 PSI or even higher compared to 150,000 PSI for many stock grade 8 head bolts. The higher tensile strength allows the bolts to handle greater clamp loads and stretching before they reach their yield point.
Many racers replace their head bolts with studs for a couple reasons. If the engine has an aluminum block, the studs only have to be installed once.
This allows the heads to be taken on and off the engine repeatedly without any wear or tear on the bolt threads in the block. Studs also have fine tooth threads on the top which allow more accurate tightening than coarse threads. This, in turn, allows more even clamping force across the face of the gasket.
Torquing it Down
In most cases, follow the head bolt tightening procedure and torque values recommended by the vehicle manufacturer. Make sure your torque wrench is accurately calibrated and is adjusted to the proper setting.
Performance engines may or may not benefit from slightly higher clamp loads depending on the type of gasket and head bolts used. You need enough clamp load to keep the head from lifting off the gasket, but not so much clamp load that you overload the bolts and risk stretching or breaking the head bolts.
A bolt that doesn’t come up to normal torque or doesn’t hold a reading, means trouble. Either the bolt is stretching or the threads are pulling out of the block.
Most composite gaskets and MLS head gaskets do not require retorquing, although in high performance applications retorquing may help assure a longer lasting seal. Each time the head bolts are loosened and retightened, the thread surfaces are burnished and smoothed out. This reduces friction and increases the clamp load for the same amount of torque that is applied to the bolt, so there is a risk of overloading the gasket. If retorquing is used, do it after the engine has cooled down, not while it’s still hot.
Don’t Forget the Lubricants
Head bolts should always be installed with some type of lubricant on the threads, never dry. Motor oil, moly grease or some other type of thread lubricant should be applied to the bolt threads and the underside of the bolt heads.
Most of the effort that is applied to a torque wrench when tightening a bolt is used to overcome the friction between the threads, so using a lubricant reduces friction and increases the actual clamp load on the gasket up to 25 percent or more.
There can be considerable differences in clamp loads for the same torque wrench reading depending on the type of lubricant used. Some gasket manufacturers say you get more accurate results and even bolt loading by using a moly grease rather than motor oil on the bolt threads. If the bolts have a black oxide coating, you should also buff off the coating before applying the grease.
One aftermarket bolt supplier has developed a special thread lubricant that they say achieves more consistent loading than motor oil or moly grease.
For head bolts that extend into a coolant jacket, coat the threads with a flexible sealer. Failure to do so may result in a coolant leak.
Also important for accurate torquing and loading of the gasket is the condition of the threads on the head bolts and in the block. Chasing worn, damaged or corroded threads is recommended for accurate bolt loading.